Лентообмоточные линии для медных проводов
Этот проект был осуществлен для Ridgway Machines Ltd (Anstey, Leicester, UK) для их клиента в Индии. Это был значительный шаг в способе, по которому строятся сложные лентообмоточные линии. Как часть долга заказчика, мы использовали их практический опыт и последние технологии, чтобы реконструировать электрическую схему и систему управления, чтобы достигнуть степени модульности, которая позволяет интегрировать в линию фактически любое число машин по самой низкой стоимости оборудования, по самой быстрой установке и времени ввода в эксплуатацию.
 На картинке на заднем плане: 4-х машинная линия (H1 – H4); на переднем плане: 7-ми машинная кабельная линия (B1 – B7)
На картинке на заднем плане: 4-х машинная линия (H1 – H4); на переднем плане: 7-ми машинная кабельная линия (B1 – B7)
Линия 1 включает четыре лентообмоточные машины (H1 – H4), которые оборачивают изоляционной лентой голый медный провод, чтобы сделать одну изолированную жилу с прямоугольным сечением. Голый провод подается с бобины в начале линии, затем пропускается через лентообмоточные машины при помощи управляемого сервомотором протяжного механизма гусеничного типа и наконец наматывается на бобину в конце линии.
Линия 2 включает семь лентообмоточных машин (B1 – B7) для того, чтобы сделать 3-х жильный изолированный кабель из трех отдельных жил. Первые три машины (B1 – B3) расположены на ступенчатом возвышении. Каждая машина обертывает одну жилу, которая подается с отдельной бобины. После машины B3 жилы объединяются и пропускаются через машины B4 – B7 для оборачивания, чтобы сформировать один целый кабель.
Каждая лентообмоточная машина включает интеллектуальный сервопривод Lenze 9300, который синхронизирует скорость вращения лентообмоточной головки со скоростью протяжного механизма, чтобы обеспечить необходимый угол обворачивания. Сервопривод 9300 имеет встроенный ПЛК (программируемый логический контроллер, PLC), который управляет машиной и контролирует датчики уровня и разрыва ленты, датчик открытия двери, и кнопки на пульте управления машины. В каждой машине также имеется сенсорный экран (HMI), который показывает информацию о статусе машины.
Каждая линия имеет удаленный пульт управления, содержащий ПЛК Lenze, который согласует работу всех машин и следит за безопасным функционированием линии; плюс один персональный компьютер, экран, клавиатуру и мышь для ввода данных о продукте и создания «рецептов» продукта.
Инженеры Джефран спроектировали универсальную электрическую схему и систему управления, которые могут использоваться в этих и будущих линиях, требуют минимума времени и материалов для построения приборных щитов, для прокладки электрических проводов к машинам, и для установки и ввода в эксплуатацию, чтобы минимизировать общую стоимость. Мы достигли этих целей, создав предельно изящное, эффективное и рентабельное решение.
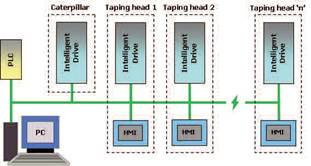 На картинке слева: топология системы
На картинке слева: топология системы
Ключ к модульности этих линий заключается в распределенной системе управления, использующей самые последние сетевые технологии для упрощения коммуникаций, как описано ниже.
Инженеры Джефран спроектировали общий управляющий модуль, который используется в гусеничном протяжном механизме и в каждой лентообмоточной машине. Модуль основан на интеллектуальных сервоприводах Lenze 9300, которые имеют встроенный ПЛК (программируемый логический контроллер, PLC) с цифровым вводом / выводом для обработки дискретных сигналов (например, кнопки, датчики, и т.д.) и согласовывать их с основной задачей движения.
Управляющий каждой машиной сервопривод 9300, сенсорный интерфейс пользователя HMI на каждой лентообмоточной машине, управляющий всей линией ПЛК и генерирующий машинные параметры ПК, всего в случае кабельной линии 17 интеллектуальных устройств, все связаны шиной CANopen. Это один кабель, соединяющий все машины в гирляндную цепь, который позволяет передавать простые инструкции (например, «начало цикла») и сложные данные на определенную машину или на каждое устройство в сети.
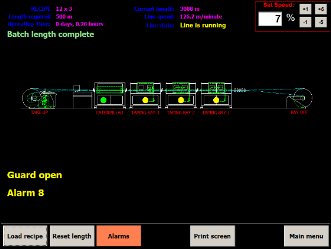 На картинке слева: интерфейс оператора
На картинке слева: интерфейс оператора
Параметры настройки, или рецепт, для каждого продукта рассчитываются в ПК, используя универсальный набор вычислений, который был разработан для всех лентообмоточных линий. Разработанные вычисления не только определяют параметры, типа передаточного отношения между каждой лентообмоточной головкой и гусеничным протяжным механизмом для обеспечения необходимого угла оборачивания, но они также проверяют, что ни одна из вращательных скоростей и ускорений, необходимых каждой лентообмоточной головке не превышает ее безопасный рабочий предел и, если это происходит, скорость гусеничного протяжного механизма автоматически уменьшается так, чтобы все головки работали в их безопасных пределах. Рассчитав параметры, они передаются по шине CANopen на каждую машину. Чтобы синхронизировать лентообмоточные головки с гусеничным протяжным механизмом, сигнал кодирующего устройства от привода двигателя гусеницы передается от его собственного сервопривода 9300 к сервоприводам каждой лентообмоточной машины.
Главная выгода этой топологии – это то, что она позволяет минимизировать количество проводки в каждой машине, потому что все связи между контроллерами логики и движения являются внутренними по отнощению к сервоприводу 9300, и потому что CAN устраняет фактически всю проводку, которая иначе была бы необходимой между машинами и ПЛК при общепринятом построении машин. Программное обеспечение также написано модульно. Например, оно распознает, когда новая машина добавляется к линии. Чтобы интегрировать в систему управления новую машину, ей просто должен быть назначен, уникальный CAN-адрес, что упрощает ввод в эксплуатацию.
